
High Precision Slewing Bearing
TEDIN only provide customers with high precision slewing bearings, with properties as follows:
1) High rotating accuracy
2) Small variation of starting torque
3) Axial runout ≤ 0.01mm
4) Accuracy : P4
5) resist corrosion for bad working condition;
6) usually used for Radar;
(VLI 20 0414 NZT.RL1; VLI 20 0414N; VLI 20 0544; VLI 20 0644 N; VLI 0744; VLA 20 0644; VLA 20 0744; VA 25 0309 N; VSU 20 0414 VSPZT; 023.30.1250.03; 013.15.245.03/P5; 013.20.433.03/P5; 014.20.897.03; 013.50.1800.03; 010.16.840.03; 010.25.585.03/P5, 011.50.2130.03, 011.15.235.03/P5; 01-1595-00; 21-1091-01; KUF.BRA.D.004.010, K10.20.0413.001; and so on.).
Test Methods for Slewing Bearing
1. Test for Basic Dimensions:
Place the bearing on a clean platform after demagnetization cleaning.
1.1 Test for Inner Ring’s Dimension:
Equipment: gauge block, tube ruler


gauge tube ruler
Procedures:
--- Set the gauge blocks to the dimension of inner diameter, keep constant temperature for 8 hours.
--- Set the tube ruler to inner diameter by means of gauge blocks.
--- Measure the inner diameter and record the results, compare the results with allowed tolerance.
Notice: Test method for other radial dimensions is the same as for inner dimension.

Test for Inner Ring’s Dimension
1.2 Test for Assembly Height:
Equipment: height gauge
Procedures:
--- Turning the bearings for several circles, in order to reset all components.
---- Place the movable blocking foot of height gauge to the highest surface of the bearing, record the result, and compare the results with allowed tolerance.
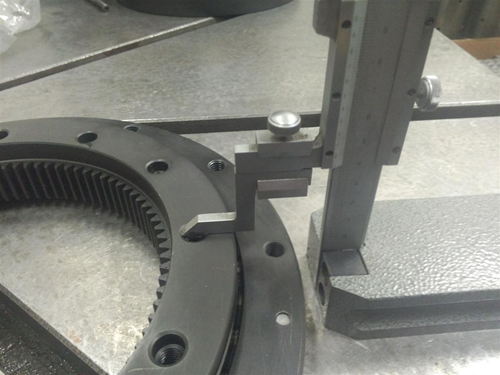
Test for Assembly Height
2. Test for bearing runout:
2.1 Test for the radial runout of outer ring:
Equipment: magnetic base, dial gauge.
Procedure:
--- Place the magnetic base on the inner ring, and set the probe on the outer ring - outer ring diameter.
--- Turn the outer ring at least one circle, record the results and compare them with allowed tolerance.

Test for the radial runout of outer ring
2.2 Test for the radial runout of inner ring
Equipment: magnetic base, dial gauge
Procedure:
--- Place the magnetic base on the outer ring, and set the probe on the inner ring - inner ring diameter.
--- Turn the outer ring at least one circle, record the results and compare with allowed tolerance.

Test for the radial runout of inner ring
3. Test for bearing’s axial runout:
3.1 Test for the axial runout of outer ring
Equipment: magnetic base, dial gauge
Procedure:
--- Place the magnetic base on the inner ring, set the probe on the upper surface of the outer ring.
--- Turn the outer ring at lease one circle, record the results and compare with allowed tolerance.

Test for the axial runout of outer ring
3.2 Test for the axial runout of inner ring
Equipment: magnetic base, dial gauge
Procedure:
--- Place the magnetic base on the outer ring, set the probe on the upper surface of the inner ring.
--- Turn the inner ring at lease one circle, record the results and compare with the allowed tolerance.

Test for the axial runout of inner ring
4. Test for clearance
Equipment: lifting jack, 3 accordant supporting platform, 3 magnetic base, 3 dial gauge
Procedure:
--- Put the 3 accordant supporting platforms equally spaced on a big platform in a circle same as the bearing’s outer ring’s diameter, then place the bearing on the 3 platforms, adjust the spaces between the platforms, make the platforms only supporting the bearing’s outer ring.
--- Put 3 lifting jacks equally spaced on the bearing’s inner ring between the platforms.
--- Place the magnetic base on the outer ring, set the probe on the inner ring’s surface where the lifting jack support.
--- Using the 3 lifting jack support the inner ring at the same time, record the 3 results on the 3 dial gauge, the average value is the actual clearance, compare the value with allowed clearance.

Test for Clearance
5 . Test for Torque:
Equipment: Torque meter,
Procedure:
--- Place the bearing on a platform, assemble a matched screw on the hole of the inner ring
--- Make the Torque meter hook the screw, pull in the tangential direction, record the results, turn the bearing at least one circle, compare the results with allowed value.

Test for Torque
Hot Tags: high precision slewing bearings, China, manufacturers, factory, customized, for sale, RA crossed roller bearing RA19013, Bearing Components, tapered roller bearing KLM565949 KLM565910, RE Crossed Roller Bearing RE15025, Split Roller Bearings, thin tapered roller bearing





